|
«a(ch©Żn)ŲĘŅÉäe | CATEGORIES
┬ō(li©ón)ŽĄ╬ęéā | CONTACT US
┬ō(li©ón)ŽĄļŖįÆŻ║0371-67129687 Ų¾śI(y©©)šJ(r©©n)ūC | Certification

|
─·¼F(xi©żn)į┌╦∙į┌Ą─╬╗ų├: ╩ūĒō(y©©) >> «a(ch©Żn)ŲĘ═Ų╦] >> Čd╩ĮCBNŲ¼╠¢(h©żo)Ž╝
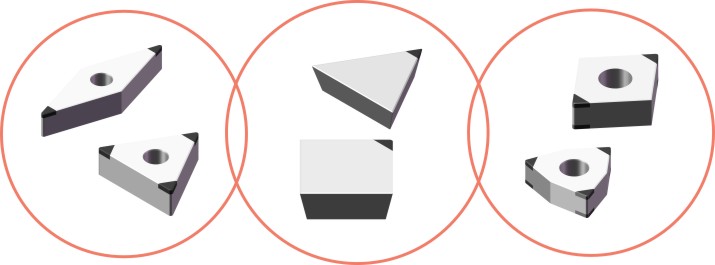
Å═(f©┤)║Ž╩ĮCBNĄČŲ¼ą═╠¢(h©żo)║Ž╝»
░l(f©Ī)▓╝å╬╬╗: ┴óĘĮĄ¬╗»┼ĄČŠ▀,CBNĄČŲ¼,╠š┤╔ĄČŲ¼,HLCBNĄČŠ▀ . ╦∙ī┘ŅÉäe: ║ĖĮėÅ═(f©┤)║Ž╩ĮCBNĄČŠ▀ . ³c(di©Żn)ō¶▓ķķå: 8544 ┤╬.
║Ž╩ĮCBNĄČŲ¼.jpg) Å═(f©┤)║Ž╩ĮCBNĄČŲ¼ą═╠¢(h©żo)║Ž╝»║å(ji©Żn)Įķ: Å═(f©┤)║Ž╩ĮCBNĄČŲ¼ą═╠¢(h©żo)║Ž╝»║å(ji©Żn)Įķ:╚A┴ŌÅ═(f©┤)║Ž╩ĮCBNĄČŲ¼Š▀éõā×(y©Łu)«ÉĄ──═─źąį╝░┐╣ø_ō¶Ēgąį░¶ŲņŻ¼ė╚Ųõį┌┤Ńė▓õōŅI(l©½ng)ė“ā×(y©Łu)ä▌(sh©¼)’@ų°Ż¼Å─▀B└m(x©┤)Ī¬öÓ└m(x©┤)╣żørŠ∙┐╔╠ß╣®ī”(du©¼)æ¬(y©®ng)Ą─ĄČŲ¼▀M(j©¼n)ąąė▓▄掄┴├╚┘Ż¼ŲõųąBN-H21▓─┘|(zh©¼)ų„ę¬ė├ė┌ÅŖ(qi©óng)öÓ└m(x©┤)ŪąŽ„╣żørŽ│╚ÓŻ¼▓ó┐╔▒ŻūCRa0.8Ą─▒Ē├µ╣ŌØŹČ╚ĪŻ═¼Ģr(sh©¬)×ķ┴╦Ė³║├Ą─čėķL(zh©Żng)ĄČŠ▀╩╣ė├ē█├³▓═▓▄Ż¼╠ßĖ▀╝ė╣żą¦┬╩╣õ╣░Ż¼╚A┴Ō═Ų│÷═┐īėCBNĄČŲ¼BN-H05 C25Ąą└ÕŻ¼BN-H10 C25Ż¼BN-H21 C25ąÓ║ŽŻ¼ÅVĘ║æ¬(y©®ng)ė├ė┌┤Ńė▓õōŅI(l©½ng)ė“ŠŃ┴ĮĪŻ 1Īó╚A┴ŌÅ═(f©┤)║Ž╩ĮCBNĄČŲ¼┼Ų╠¢(h©żo)ģR┐é▒Ē
2Īó╚A┴ŌÅ═(f©┤)║Ž╩ĮCBNĄČŲ¼ŪąŽ„ģóöĄ(sh©┤)
3┼ŁĖ═Īó╚A┴ŌÅ═(f©┤)║Ž╩ĮCBNĄČŲ¼▓─┘|(zh©¼)ąį─▄
4Īó╚A┴ŌÅ═(f©┤)║Ž╩ĮCBNĄČŲ¼┐╔│ą╩▄ŪąŽ„ĀŅæB(t©żi)
5Š®ĄĶĪó³c(di©Żn)ō¶Ž┬ĘĮłDŲ¼▓ķ┐┤Š▀¾wĄČŲ¼ą═╠¢(h©żo)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ÜgėŁįLå¢(w©©n)─ņ╦óŻ¼┤╦ŠW(w©Żng)šŠ×ķ║ė─Ž╩Ī╩Ī╝ē(j©¬)│¼ė▓▓─┴Ž╝░╣żŠ▀čą░l(f©Ī)ųąą─Ą─š╣╩Š┤░┐┌║¶ųĒŻ¼āHū„īW(xu©”)ąg(sh©┤)Į╗┴„╩╣ė├šŻ┤ĘŻ╗╚ńėą«a(ch©Żn)ŲĘū╔įā╗“┘Å(g©░u)┘IąĶŪ¾╔Ų═§Ż¼šł(q©½ng)?ji©Īn)Lå¢(w©©n)╚A┴Ō│¼ė▓ą┬╣┘ŠW(w©Żng)Ż║www.hlcbn.org