Å═║Ž╩ĮCBNĄČŲ¼ą═╠¢║Ž╝»
░l(f©Ī)▓╝å╬╬╗: ┴óĘĮĄ¬╗»┼ĄČŠ▀,CBNĄČŲ¼,╠š┤╔ĄČŲ¼,HLCBNĄČŠ▀ . ╦∙ī┘ŅÉäe: ║ĖĮėÅ═║Ž╩ĮCBNĄČŠ▀ . ³cō¶▓ķķå: 8545 ┤╬.

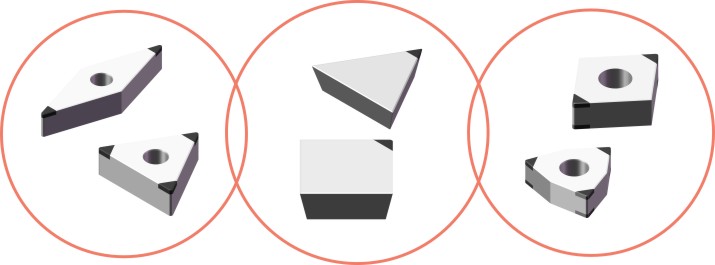
Å═║Ž╩ĮCBNĄČŲ¼ą═╠¢║Ž╝»║åĮķ:
╚A┴ŌÅ═║Ž╩ĮCBNĄČŲ¼Š▀éõā×(y©Łu)«ÉĄ──═─źąį╝░┐╣ø_ō¶Ēgąįčį└ęŻ¼ė╚Ųõį┌┤Ńė▓õōŅIė“ā×(y©Łu)ä▌’@ų°Ż¼Å─▀B└m(x©┤)Ī¬öÓ└m(x©┤)╣żørŠ∙┐╔╠ß╣®ī”æ¬Ą─ĄČŲ¼▀Mąąė▓▄掄Ą²Č█Ż¼ŲõųąBN-H21▓─┘|ų„ę¬ė├ė┌ÅŖöÓ└m(x©┤)ŪąŽ„╣żør░▄Č³Ż¼▓ó┐╔▒ŻūCRa0.8Ą─▒Ē├µ╣ŌØŹČ╚ĪŻ═¼Ģr×ķ┴╦Ė³║├Ą─čėķLĄČŠ▀╩╣ė├ē█├³š▀ų╗Ż¼╠ßĖ▀╝ė╣żą¦┬╩╗®Ę╣Ż¼╚A┴Ō═Ų│÷═┐īėCBNĄČŲ¼BN-H05 C25ūźąĒŻ¼BN-H10 C25├’ąĖŻ¼BN-H21 C25Ż¼ÅVĘ║æ¬ė├ė┌┤Ńė▓õōŅIė“├½ĄūĪŻ
1╣šŪ©Īó╚A┴ŌÅ═║Ž╩ĮCBNĄČŲ¼┼Ų╠¢ģR┐é▒Ē
|
ĄČŠ▀┼Ų╠¢ |
▀m║Ž╝ė╣ż▓─┘| |
╝ė╣żĘĮ╩Į |
Ąõą═æ¬ė├ąąśI(y©©) |
|
BN-H05 |
┤Ńė▓õō |
Š½╝ė╣ż |
²X▌åŻ¼²X▌å▌S┴ŲąÕŻ╗▌S│ąĄ╚Ž▀š┘ĪŻ |
|
BN-H10 |
┤Ńė▓õōŻ¼Ė▀ÅŖČ╚║ŽĮ |
Š½╝ė╣ż |
▌S│ąČÓ░½Ż╗²X▌å╗║č═Ż¼²X▌å▌SŻ╗Ė▀ė▓Č╚┴Ń╝■╦■╠ėĪŻ |
|
BN-H21 |
┤Ńė▓õō |
Š½╝ė╣ż |
▌S│ąčČ║°Ż╗²X▌åĪó²X▌å▌SŻ╗─ŻŠ▀Ą╚Ę³╬├ĪŻ |
|
BN-K50 |
Ę█─®ę▒Į |
Š½╝ė╣ż |
Ę█─®ę▒Į²X▌å┴óį■Ż╗ÜŌķTū∙╚”Ą╚ĪŻ |
|
BN-K10 |
╗ęĶTĶF§’Ą§Ż¼Ę█─®ę▒Į |
Š½╝ė╣ż |
ÜŌķTū∙╚”ĘšĖ─Ż╗░l(f©Ī)äėÖCĖū┐ūŻ╗Ę█─®ę▒Į┴Ń╝■▒╚Ę³ĪŻ |
|
BN-H05 C25 |
┤Ńė▓õō |
Š½╝ė╣ż |
²X▌åļ²±«Īó²X▌å▌SŻ╗▌S│ąĄ╚╬³╗¹ĪŻ |
|
BN-H10 C25 |
┤Ńė▓õō |
Š½╝ė╣ż |
▌S│ąĖµ╔ĄŻ╗²X▌åŻ¼²X▌å▌S╦õ▐ÓŻ╗Ė▀ė▓Č╚┴Ń╝■ |
|
BN-H21 C25 |
┤Ńė▓õō |
Š½╝ė╣ż |
▌S│ą“╠ŌŻ╗²X▌åĪó²X▌å▌Są½“╝Ż╗─ŻŠ▀Ą╚ę¾čńĪŻ |
2Īó╚A┴ŌÅ═║Ž╩ĮCBNĄČŲ¼ŪąŽ„ģóöĄ
|
╝ė╣ż▓─┴Ž |
╝ė╣ż╣żą“ |
ŪąŽ„ģóöĄ |
═Ų╦]ĄČŠ▀┼Ų╠¢ |
|
ŪąŽ„╦┘Č╚
Vc(m/min) |
│įĄČ╔ŅČ╚
apŻ©mmŻ® |
▀MĮo┴┐
FrŻ©mm/rŻ® |
|
Ė▀ė▓Č╚ĶTĶF
Ż©ė▓Č╚Ż║HRC35-68Ż® |
Š½╝ė╣ż |
60-200 |
Ī▄1 |
0.05-0.35 |
BN-K10č═╬¾Ż¼BN-H10 |
|
ė▓õō
Ż©ė▓Č╚Ī▌HRC45Ż® |
Š½╝ė╣ż |
90-250 |
Ī▄1 |
0.05-0.35 |
BN-H05┤▄╗§Ż¼BN-H10Ż¼BN-H21 |
|
╗ęĶTĶF |
Š½╝ė╣ż |
600-2000 |
Ī▄1 |
0.05-0.3 |
BN-K10 |
3ŽµĘóĪó╚A┴ŌÅ═║Ž╩ĮCBNĄČŲ¼▓─┘|ąį─▄
|
ĄČŠ▀┼Ų╠¢ |
ĮY║Žä® |
CBN║¼┴┐Ż©%Ż® |
┴ŻČ╚Ż©”╠mŻ® |
ė▓Č╚Ż©HVŻ® |
|
BN-H05 |
TIN |
45 |
Ī▄1 |
2700-2800 |
|
BN-H10 |
TIN |
50 |
Ī▄1 |
2700-2800 |
|
BN-H21 |
AL─®č®Ż¼TINC |
60 |
1-2 |
2600-2800 |
|
BN-K10 |
TiŻ¼Co |
95 |
Ī▄2 |
3300-3500 |
|
BN-K50 |
Co |
85 |
Ī▄2 |
3300-3500 |
4įū╔«Īó╚A┴ŌÅ═║Ž╩ĮCBNĄČŲ¼┐╔│ą╩▄ŪąŽ„ĀŅæB(t©żi)
|
CBN║¼┴┐Ą╚╝ē |
ĄČŠ▀┼Ų╠¢ |
│ą╩▄│įĄČ╔ŅČ╚ |
═Ų╦]ŪąŽ„ĀŅæB(t©żi) |
|
Ė▀║¼┴┐ |
BN-K50 |
Ī▄0.5mm |
▀B└m(x©┤)ŪąŽ„ |
|
BN-K10 |
Ī▄0.5mm |
▀B└m(x©┤)ŪąŽ„ |
|
Ą═║¼┴┐ |
BN-H05 |
Ī▄0.2mm |
▀B└m(x©┤)ŪąŽ„ |
|
BN-H10 |
Ī▄0.5mm |
▀B└m(x©┤)-ųąöÓ└m(x©┤) |
|
BN-H21 |
Ī▄0.5mm |
ųąöÓ└m(x©┤)Ī¬ÅŖöÓ└m(x©┤) |
|
BN-H05 C25 |
Ī▄0.2mm |
▀B└m(x©┤)ŪąŽ„ |
|
BN-H10 C25 |
Ī▄0.5mm |
▀B└m(x©┤)-ųąöÓ└m(x©┤) |
|
BN-H21 C25 |
Ī▄0.5mm |
ųąöÓ└m(x©┤)Ī¬ÅŖöÓ└m(x©┤) |
5▓─▒ļĪó³cō¶Ž┬ĘĮłDŲ¼▓ķ┐┤Š▀¾wĄČŲ¼ą═╠¢